Color data platform
印刷色彩數據平台
色彩的呈現在現今已經可以是清楚的數據表現,從螢幕到數位樣到印刷這一路上都可以收集到色彩數據,如果這個產業能夠一直維持這些色彩數據的收集,那這個產業又會是什麼的面貌呢?
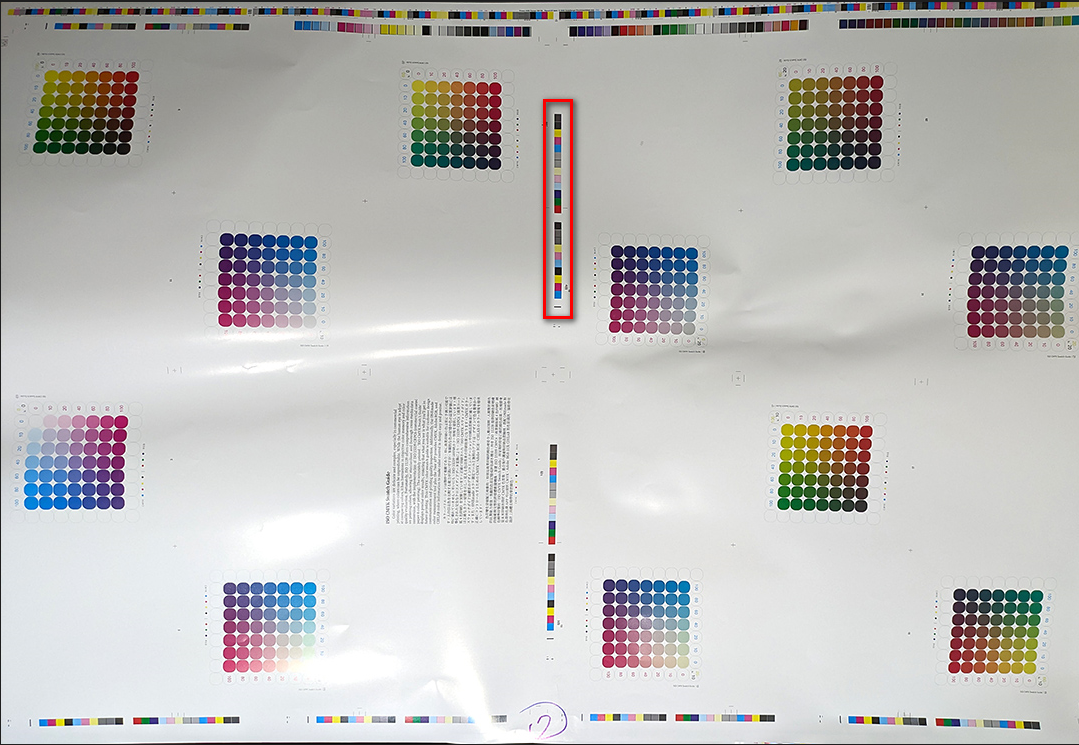
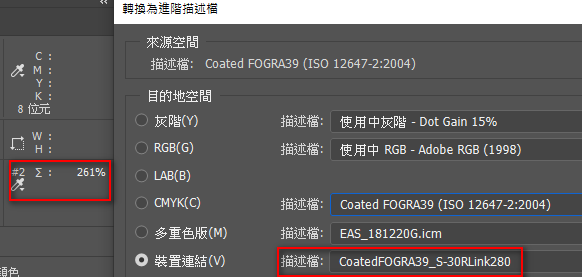
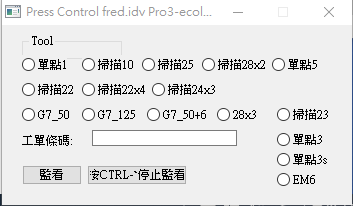
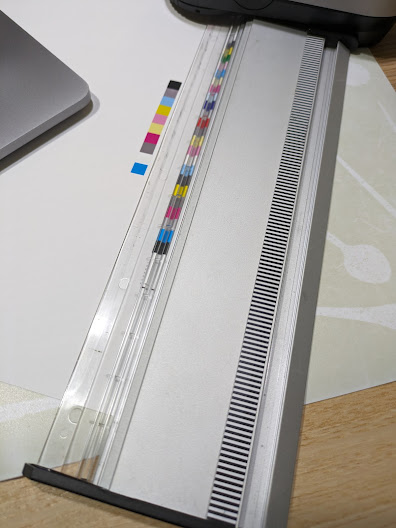
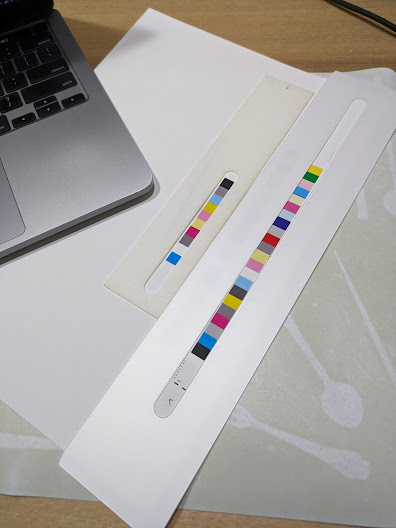
Fig. CT23 印刷數據取用導具。
想要去收集這一系列的色彩數據一直會有兩個方向的思維。
一個是色彩內容的製作者他希望後續的印表機輸出到印刷機輸出都能夠符合他在螢幕之前的想像。
一個是印刷品的生產者,當他在控制自己的生產品質時,他也希望能夠知道客戶端也是在符合標準規範的規格下去製作顏色,以減少對最終產品認知差距。
這個需要從生產端到製作端能夠確實的掌握數據才能達成最有效率的生產製程。
要收集螢幕、數樣到印刷樣數據在現今的軟體硬體都不是太大的問題,問題是很少看到有單位真的做好確實的執行。沒有被執行可能的因素有很多,第一個是認知不夠,不管是生產端還是製作端,如果沒有色彩即數據的認知,自然不會有後續的執行產生。再來是,即使有認知,如果執行的成本過高,不論是建置成本上的,或是知識上的,還是技術操作上的;在認知上覺得這些精力、成本的投入不足以呈現實質的價值時,自然也不會持續投入執行。
最後,也是我一直談的,當色彩生產品質發生問題時,這一整個從稿件製作到印刷成品,哪個環節出了問題,有沒有一個職務單位或是個人去負責問題的處理與糾錯?這就是我所謂的系統人員,他能夠清楚的掌握各個環節的數據狀態,就因為產業界裡中沒有一個清楚的職務,才以致於在出錯時,業務端、印刷端、印前端、或者是設計端之間互推責任,無法確切的解決問題。
試想,這些問題在足夠的數據揭露下,其實可以很快地標示出問題的出處,也可以很快地把問題修正。
這些都是確實的數據收集所能帶出來的優勢。
了解到產業從業人員對於數據收集的認知不足,或是執行門檻過高以致於數據執行無法落實,我一直在開發更精簡的數據收集工作方法,看能不能有更多的人能夠願意去執行數據的工作。
我的工具發展,從一開始就有數據收集與匯整的概念,希望透過快速的數據收集工具來了解產業中色彩問題進而很快的處理問題。
數據的收集主要有四大類,分別是螢幕、印版、數位樣及印刷機。
Fig. 印刷作業-系統人員數據工具組合。
簡單的概念是,印刷標準化已經定下了色彩的目標值(Fogra39/CRPC6/Fogra51… ),我們只要隨時監看及盡可能保持螢幕、數位樣及印刷機的色彩值能符合標準化的規範,整個生產程序就能降低過程中色彩現象的差異,進而讓生產程序保持順暢。
工具的使用當然是力求精簡,以最少的動作,取得代表性的最少樣本,就能大致評估設備整體的色彩表現能力。
印刷工具組
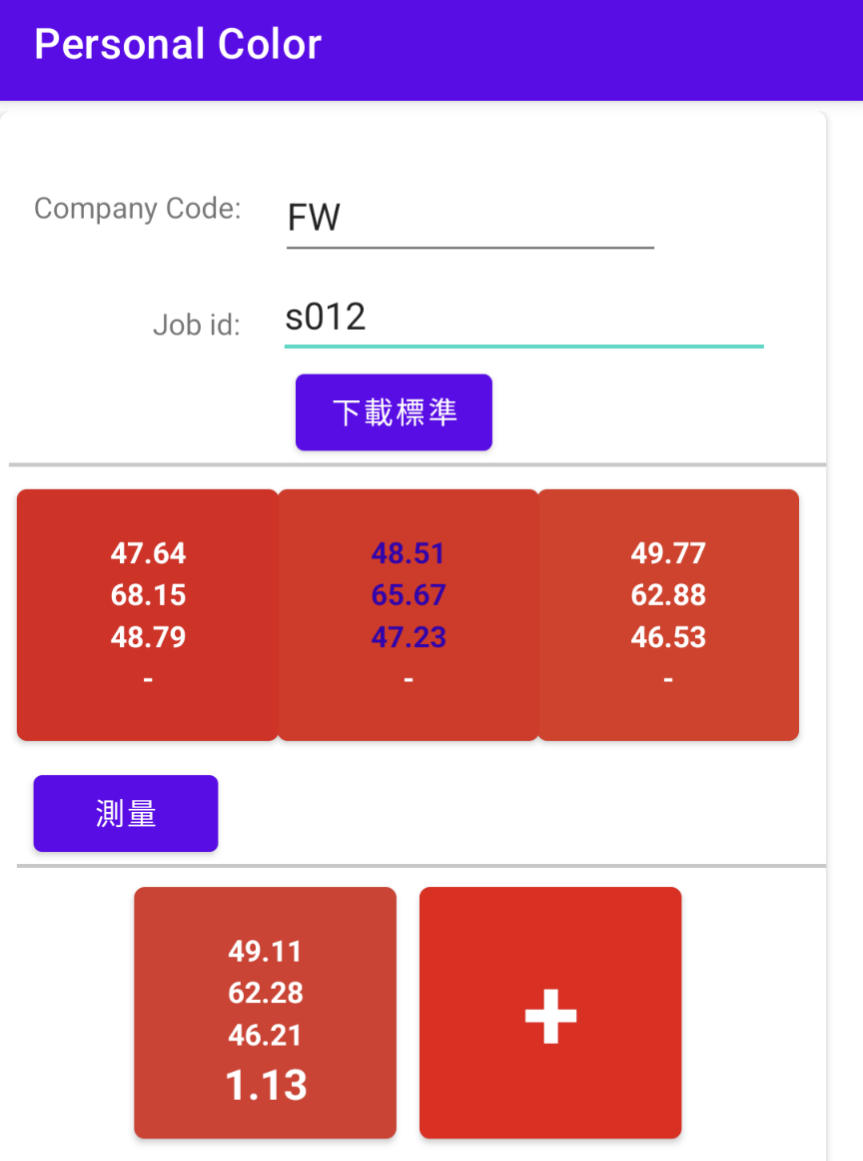
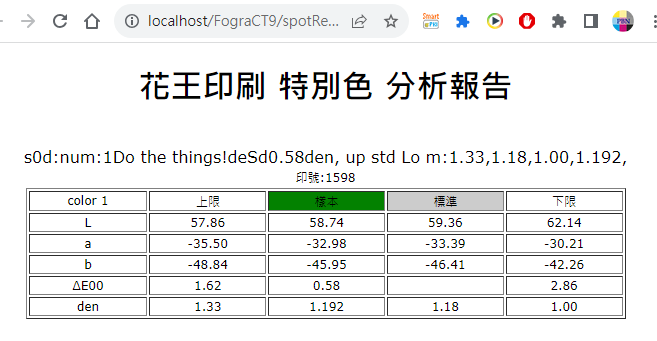
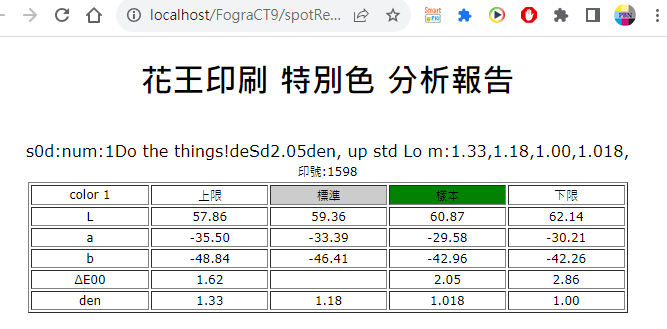
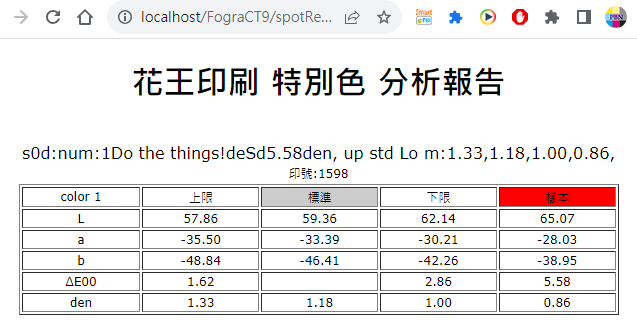
從印刷機這端開始談起,在印刷機端,工具組主要有兩個,一個是CT10- 掃描10(Color Target 10 patches):一個strip reading就可以讀取紙張、CMYK滿版、CMYK 50 %及灰平衡共10個色塊,可以很快地知道滿版的色度好不好?中間調網點擴張正不正常?灰平衡是否正確? 這是去了解印刷系統最精簡的工具。
印刷機端如果能夠持續收集這些數據,可以知道印機變化的狀況,並可以隨時彌補印刷機不穩定的因數。在觀察數據的變動狀況時,可以很快的制定修補的策略:看是要動機器?動版?或是動影像檔案?總之,有了數據的依據,修補策略很容易被定義出來,然後依此策略繼續維持輸出品質的穩定。
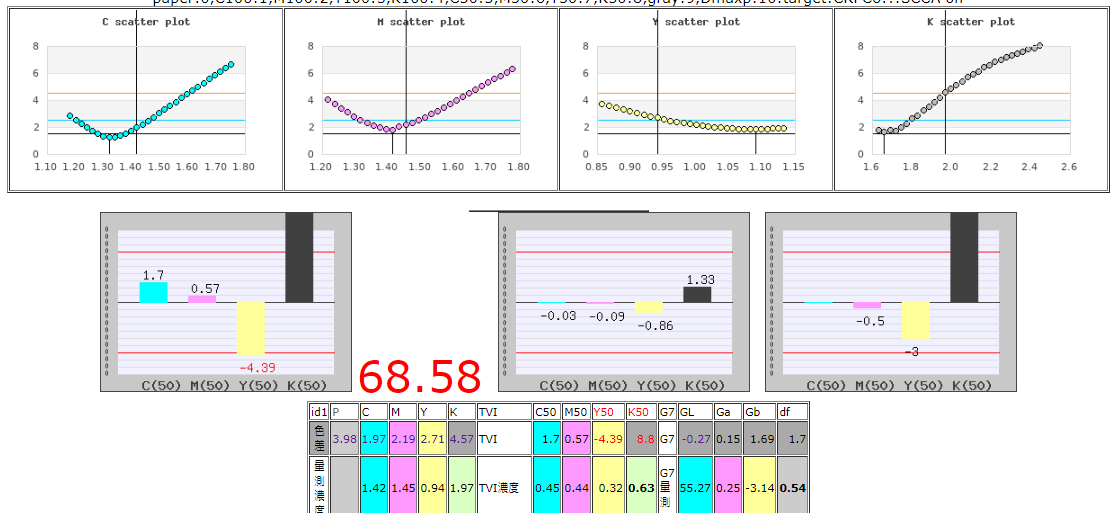
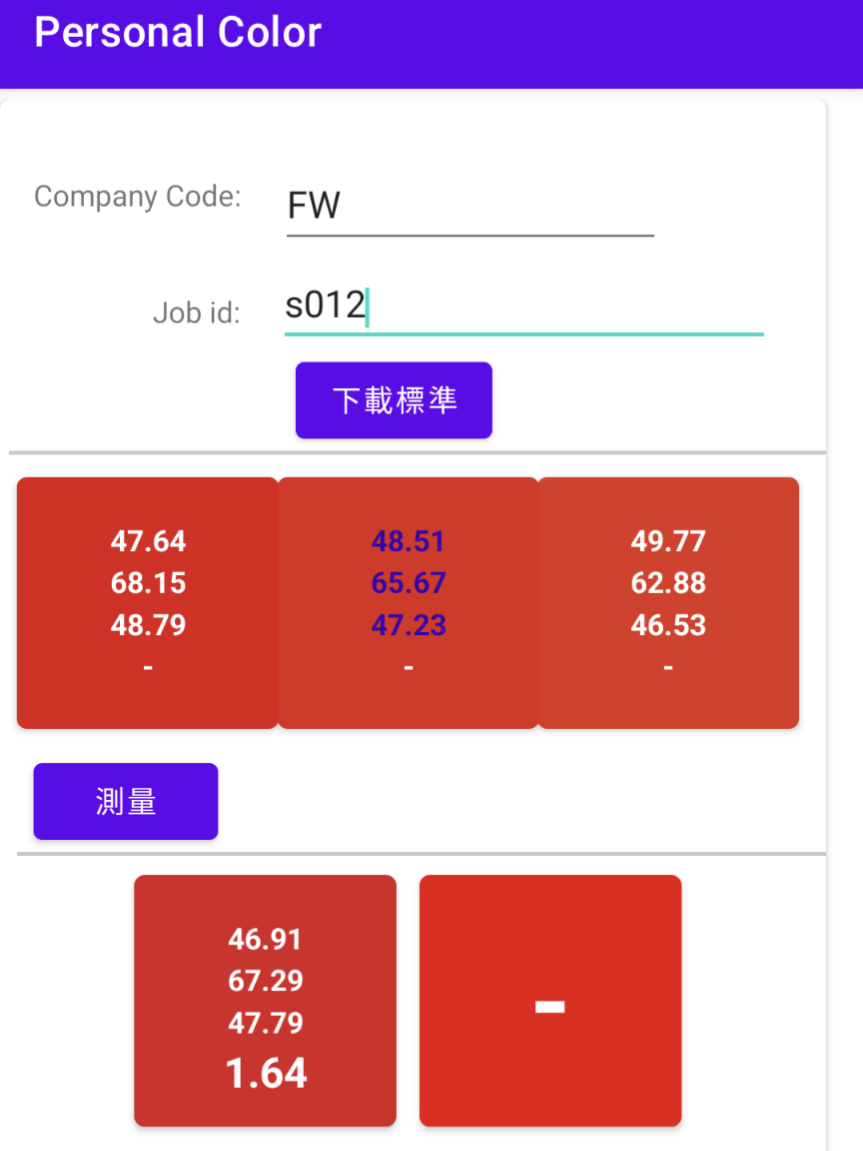
Fig. CT10 單一取樣數據表現。
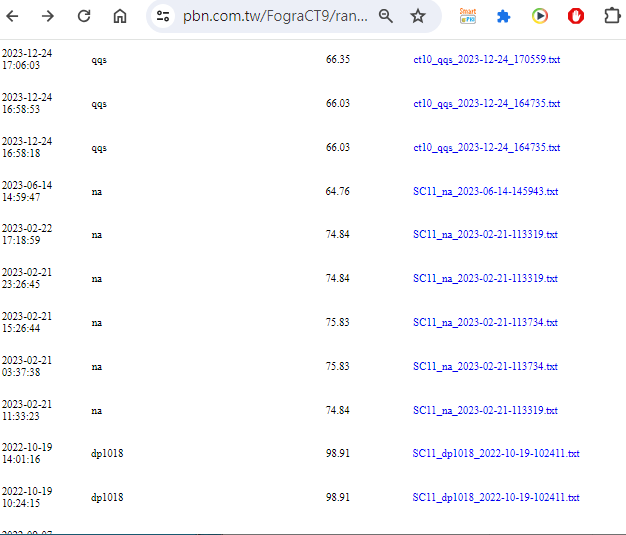
Fig. CT10 數據後台,每一次量測後台都有數據記錄,可以隨時追蹤當時的印機狀態。
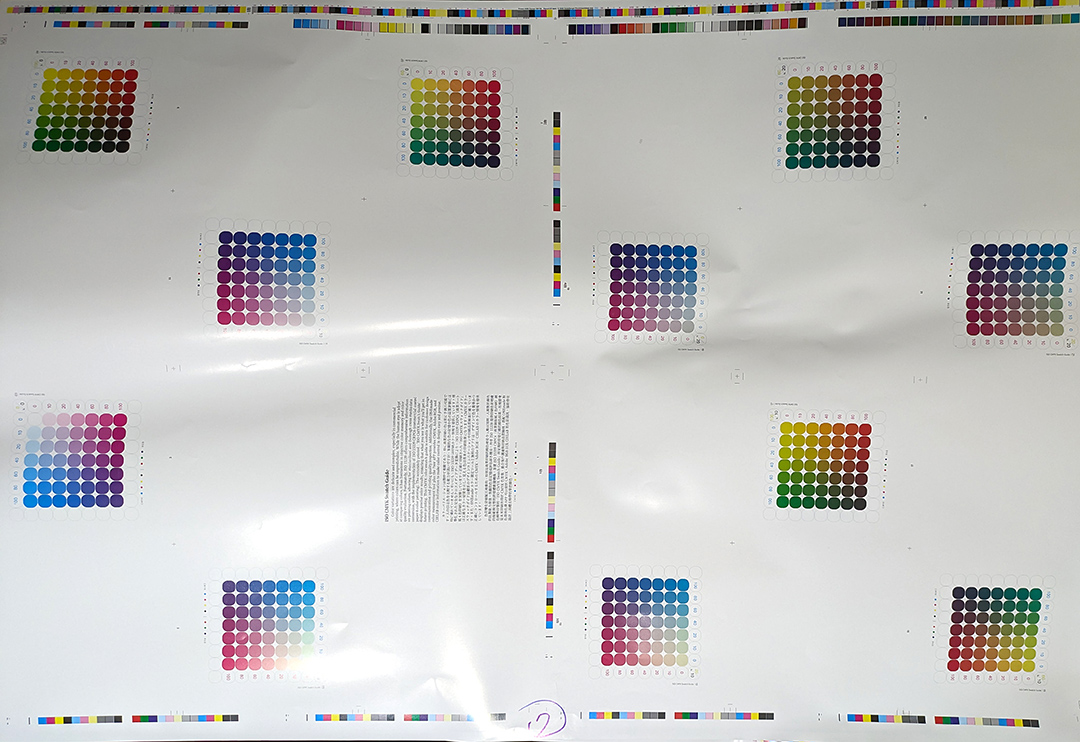
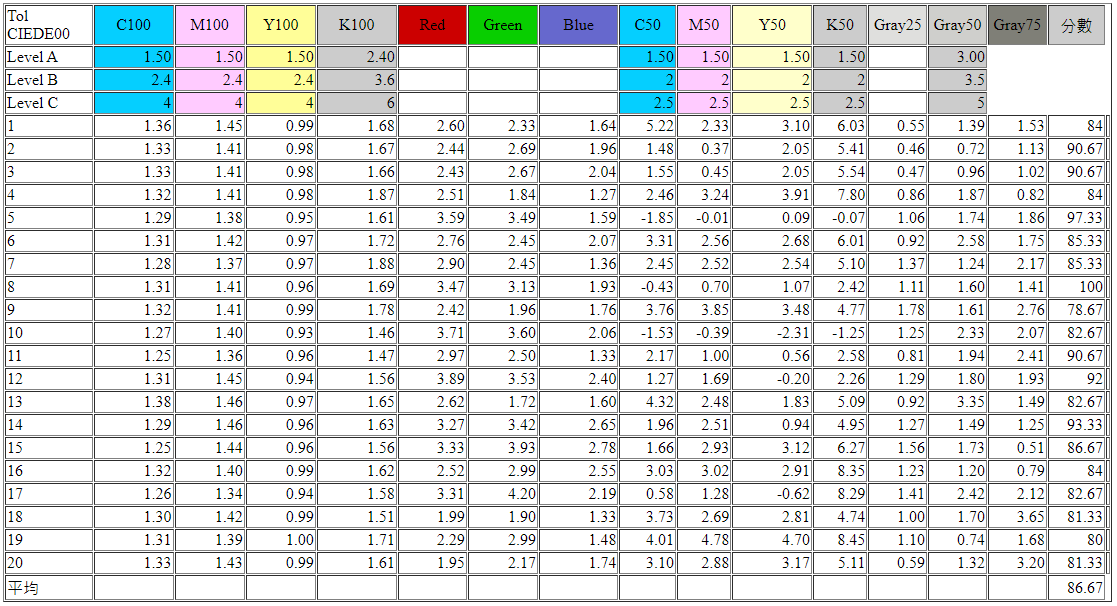
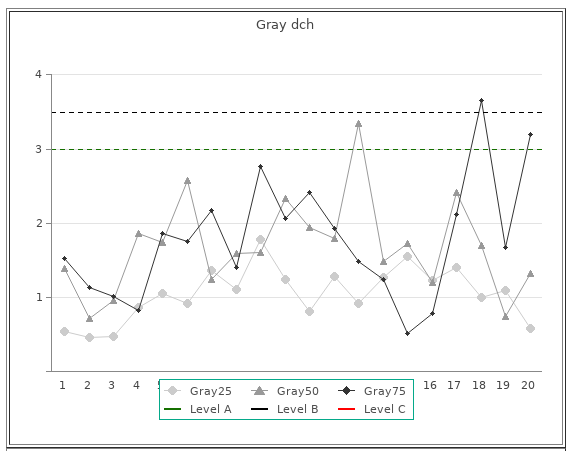
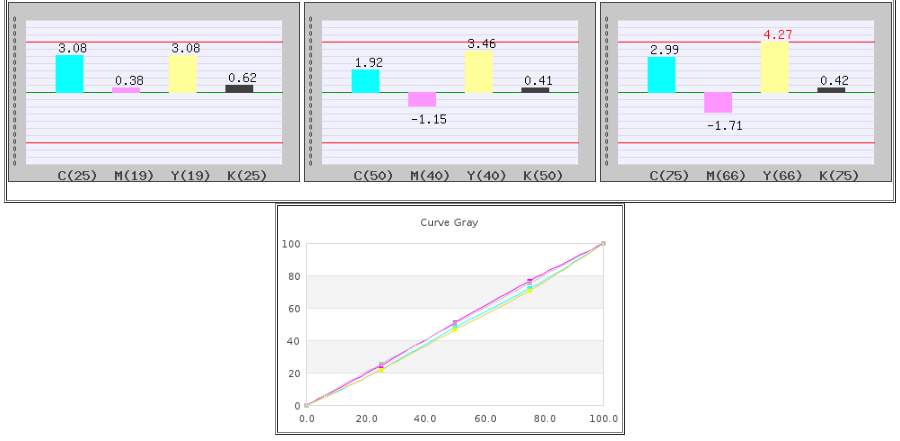
第二個印刷機工具是CT23-掃描23,CT23的組合除了CT10的10個色塊之外,再加入了RGB、CMYK25%、CMYK75%、灰25%及灰75%13個色塊,總共23個色塊。
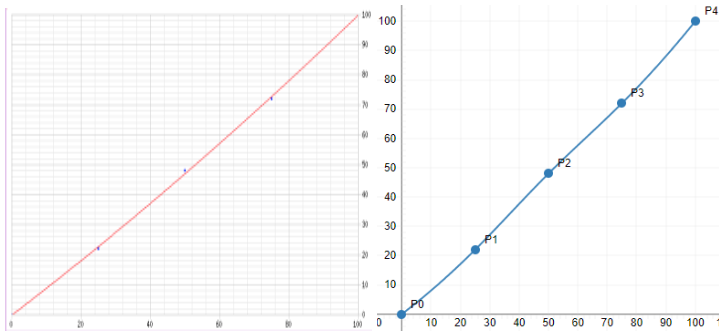
多的這些色塊可以用來評估二次色RGB的落點、階調評估增加了25% 及 75%的評估、灰平衡也多了25% 及75%的評估,能看到更完整的系統狀況。在補償策略也更精細,經由三點灰平衡補償邏輯, CT23工具有能力達成G7 Targeted的規範。
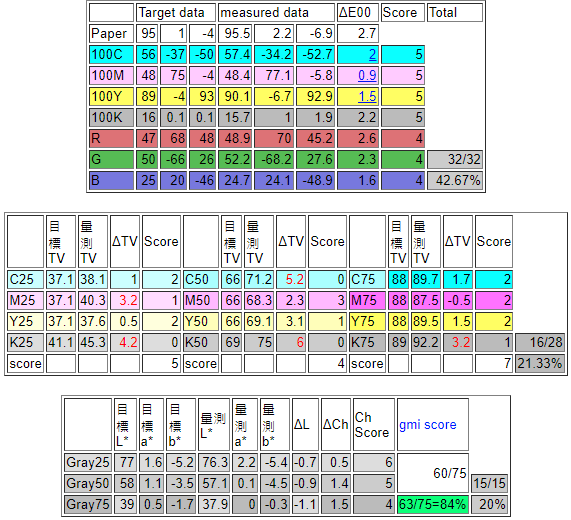
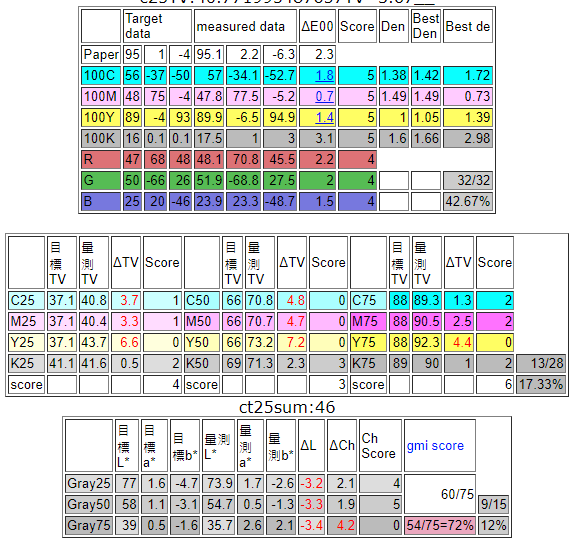
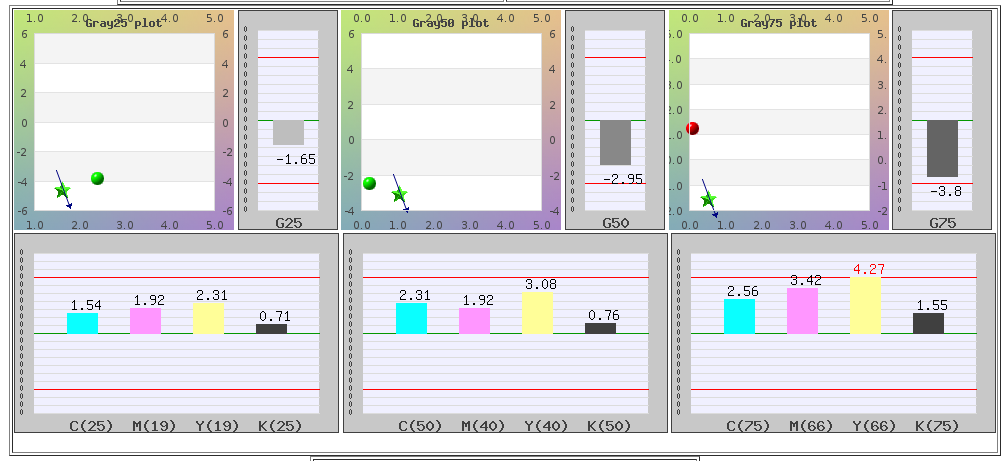
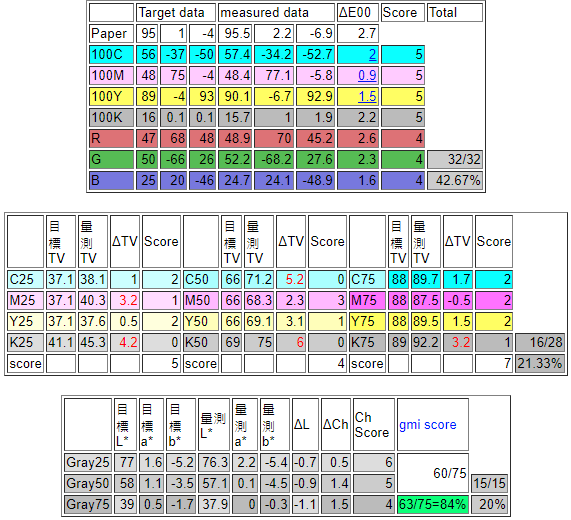
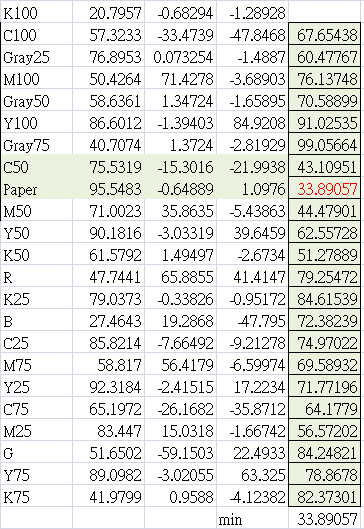
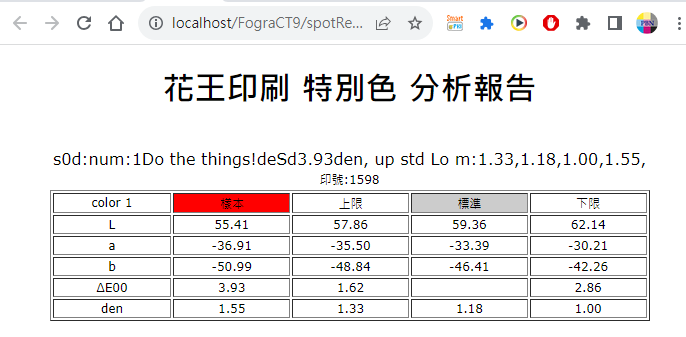
Fig. CT23 單一取樣數據表現。
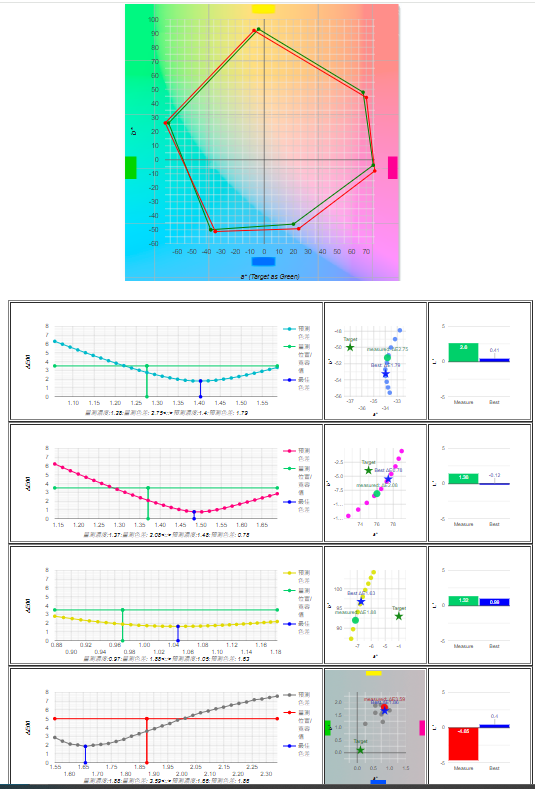
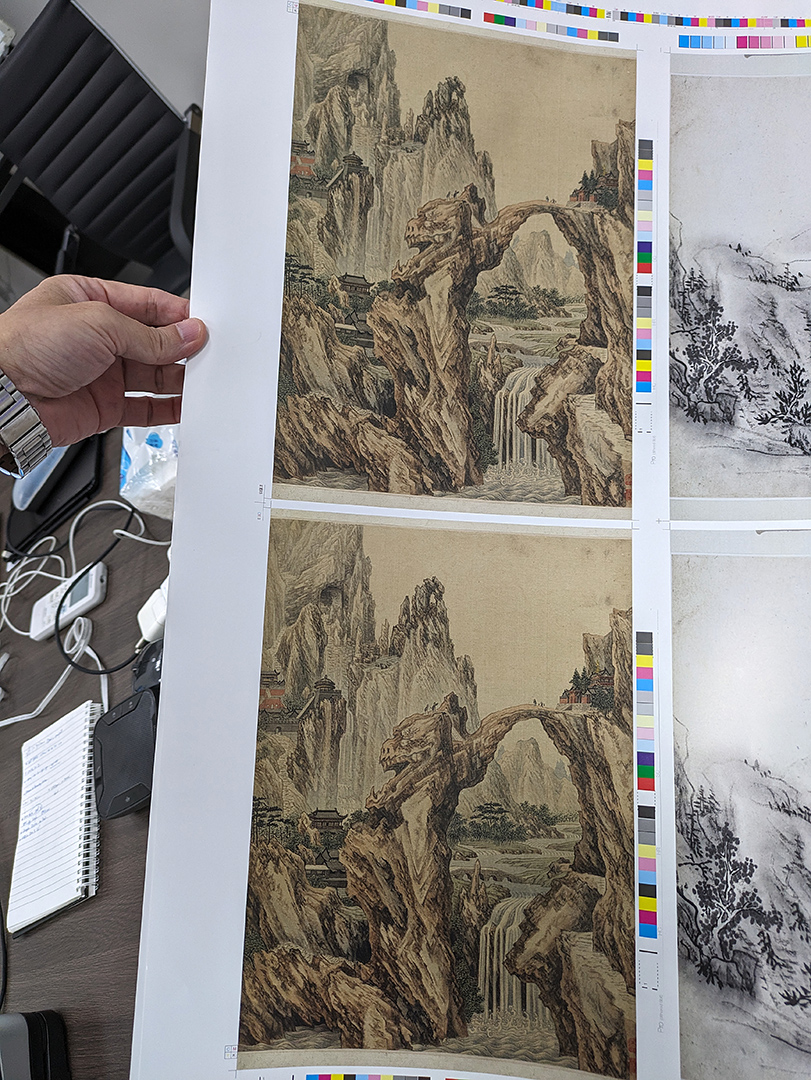
Fig. CT23 單一取樣圖像表現。
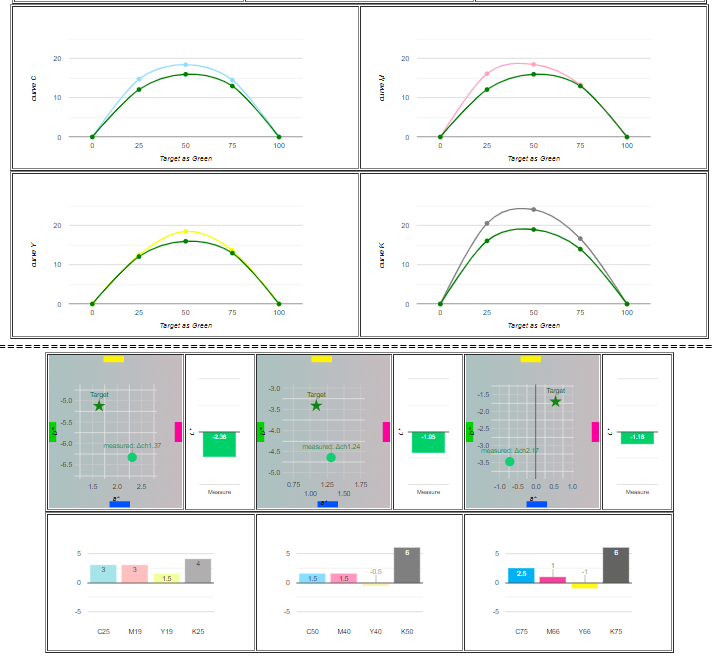
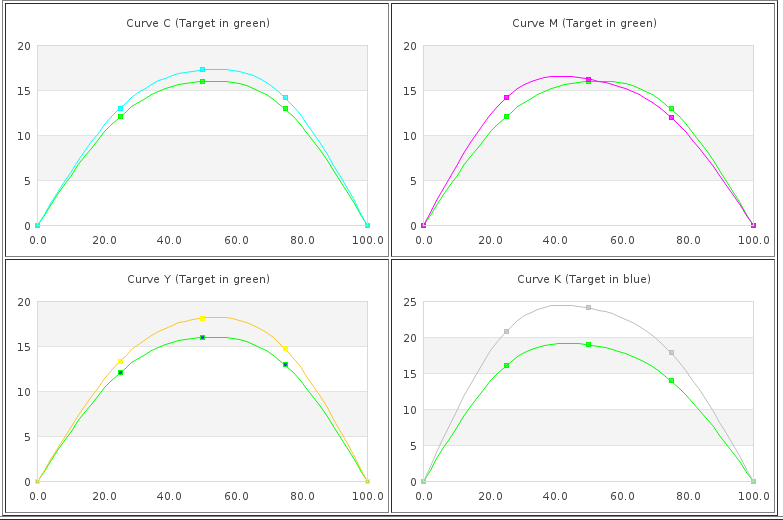
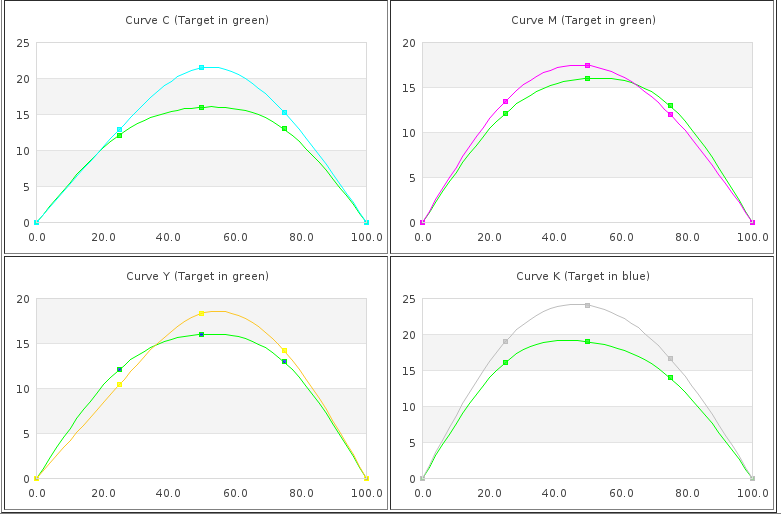
Fig. CT23 50%網點擴張及三點式灰平衡修正邏輯圖形表現。
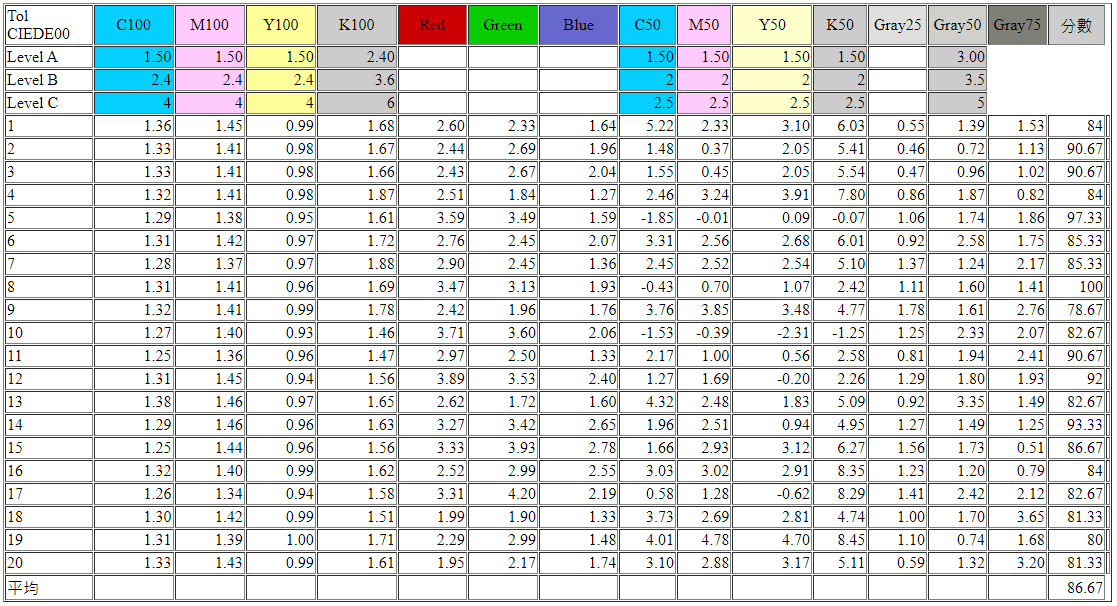
Fig. CT23 單一印件數據歷程。
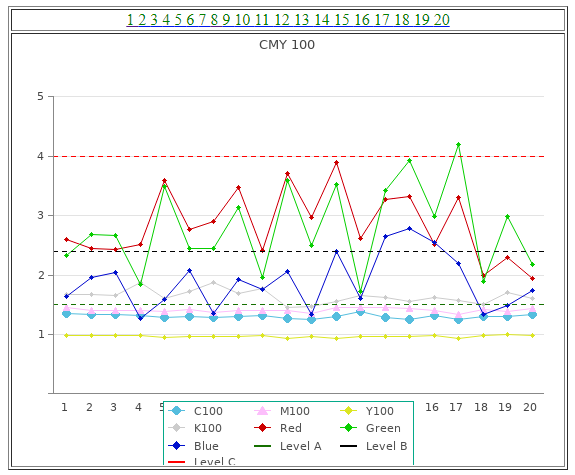
Fig. CT23 單一印件歷程 trend chart 。
第三個工具是CT88(22×4),CT10及CT23都是單層導具,很容易在日常印件中佈置在紙邊執行。CT88是一個4層的導具,公司通常在每月例行檢測時才執行這個導具,所謂的22×4就是:紙張丶2%、5%、10%~90%、95%、100%共22格,CMYK 4個頻道都放,所以是22×4總共88個色塊。
這88個色塊用來更精確的紀錄(揭露)5%的版調數據,並依此數據對版調做更精細的調整。長期工作下來的經驗,每月一次的CT88數據調整補償足以維持機器長期的穩定輸出。
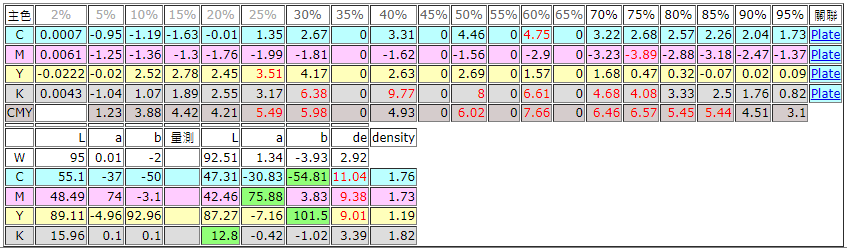
Fig. CT88 印刷版調數據表現。
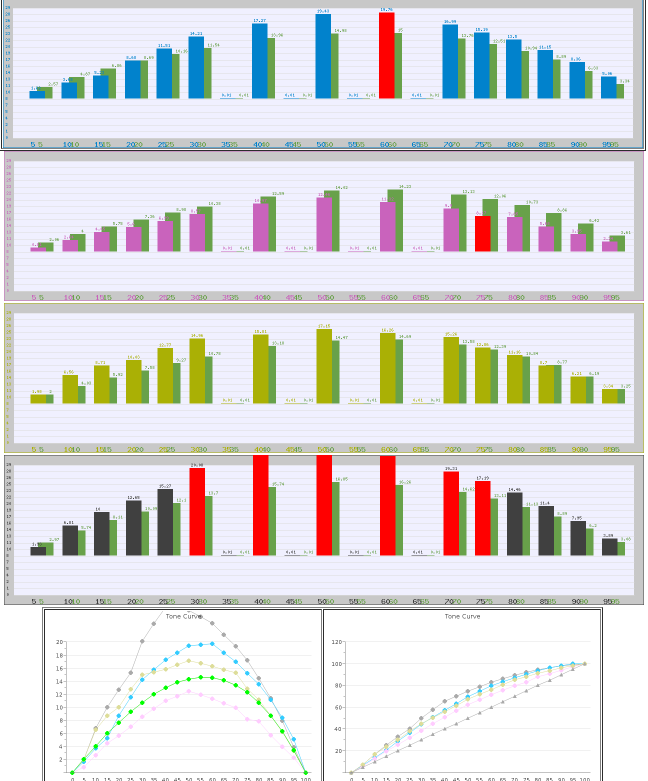
Fig. CT88 印刷版調圖形表現。
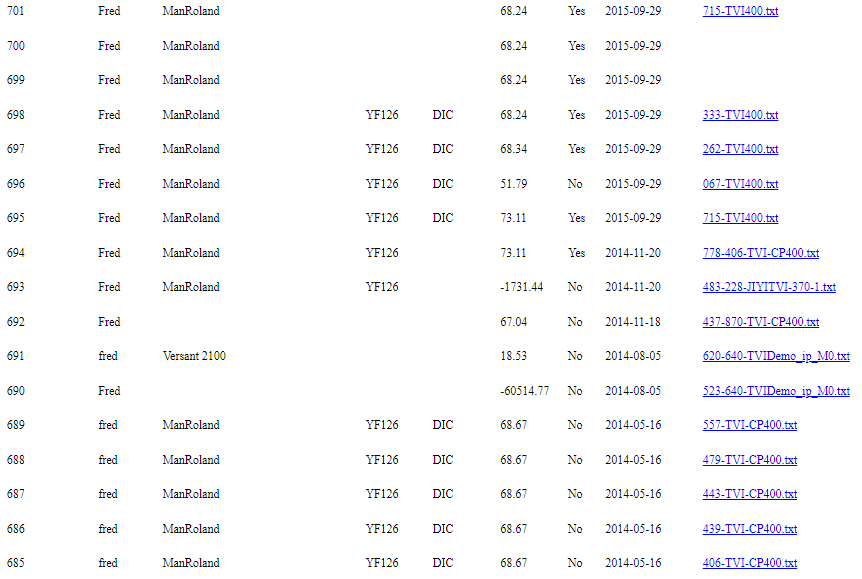
Fig. CT88 後台資訊。
數位樣工具組
再下一組的工具是數位樣的監看,不管是Fogra PSO或是 Idealliance G7都有數位樣張的規範,規範的內容大同小異,不外乎主色要少於多少色差?總平均必須小於多少?最大必須小於多少?數位樣的工具在很多套裝工具應該也都具備,我把他納進來主要是讓這些數據都能夠進到資料庫中,可以集合起來做長期的追蹤評估。
數位樣工具有三個,第一個工具一樣是CT23,同樣的,CT23的三點灰平衡修正邏輯可以很快把數位樣的灰平衡帶回來;與G7 的Control strip 2013 (84格)及Fogra media wedge CMYK(72格)的驗收規則相比,我會更注重灰平衡是否到位。
其他兩個工具就是CT72 (24×3 Fogra media wedge)與CT84(28×3 Control strip 2013)。工作邏輯一模一樣,就看是走Fogra 或是 G7 系統而已。

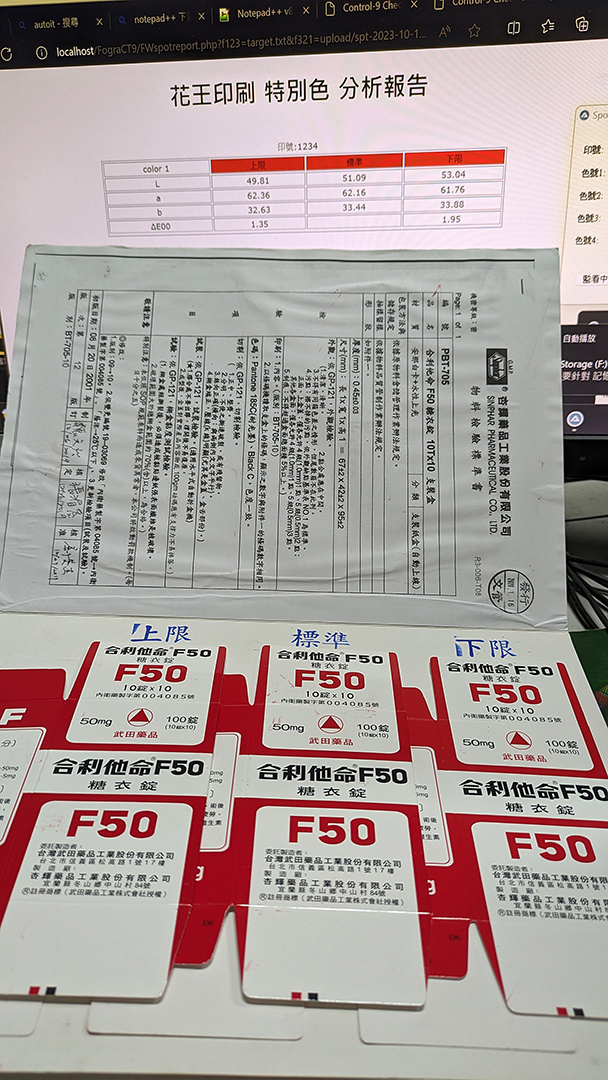
Fig. Fogra Media Wedge CMYK V3 proof report.
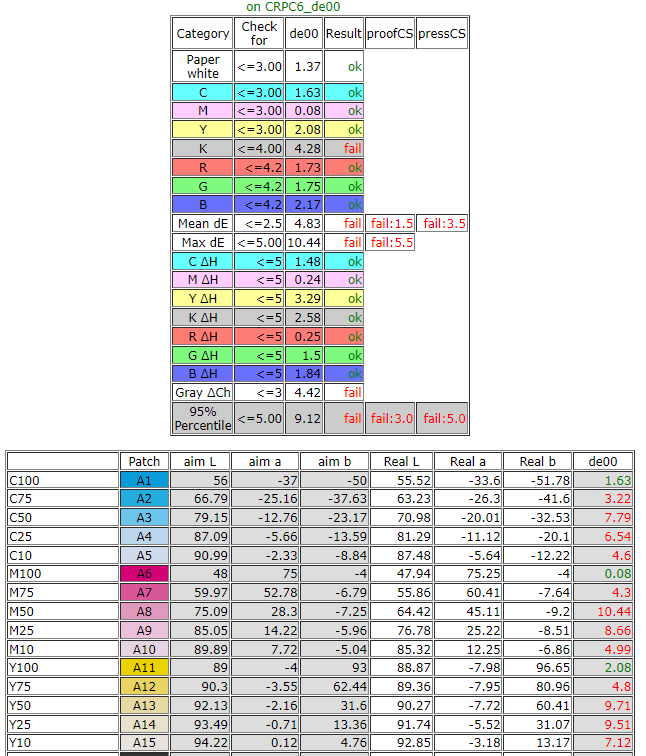
Fig. Idealliance Control Strip 2013 proof report.
印版
印版通常變數不大,我還是建立了長期的數據系統,印版考慮的變數會有溫度、沖版時間、藥水更換時間等等,通常變化不大。長期的觀察紀錄一樣有助於印版的穩定。把印版穩定下來,也是有助於印刷機眾多變數的排除。

Fig. 印版數據監控。
在正常的工作程序,工作邏輯,印刷廠該做的是把印刷輸出數值顧好,一切 by number,成品好不好看的主觀評估應該是在設計端就定下來了,印刷廠只是負責把交付的色彩數據依標準化規格實現出來而已。印刷端與設計端之間的依據應該在數位樣,一旦數位樣的數字是符合規範的,只要設計端認可的數位樣,系統健全的印刷廠按標準操作下來,通常不會有太大的問題。
螢幕
一般印刷廠通常不會去在意設計端的螢幕顯示能力是否足夠,但業界還是會出現這樣的現象:印刷廠端會去設計端校正他們的螢幕,用意就是盡可能降低設計師在螢幕前的色彩認知與印刷廠不要有太大的差距。所以,一個所謂的印刷廠系統人員,現在除了要掌握場內的印刷及數位樣數據外,他還必須擴及到設計端螢幕色彩的掌握。
於是,我繼續開發了螢幕端的數據工具,照說螢幕的工具在現今的商業軟體都有支援,我開發工具的主要目的還是要求精簡,用最少的操作程序來取得基礎的數據評估。
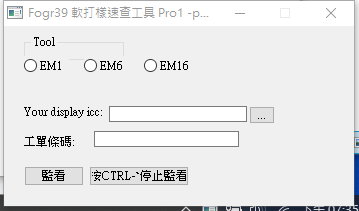
Fig. 螢幕工具組。
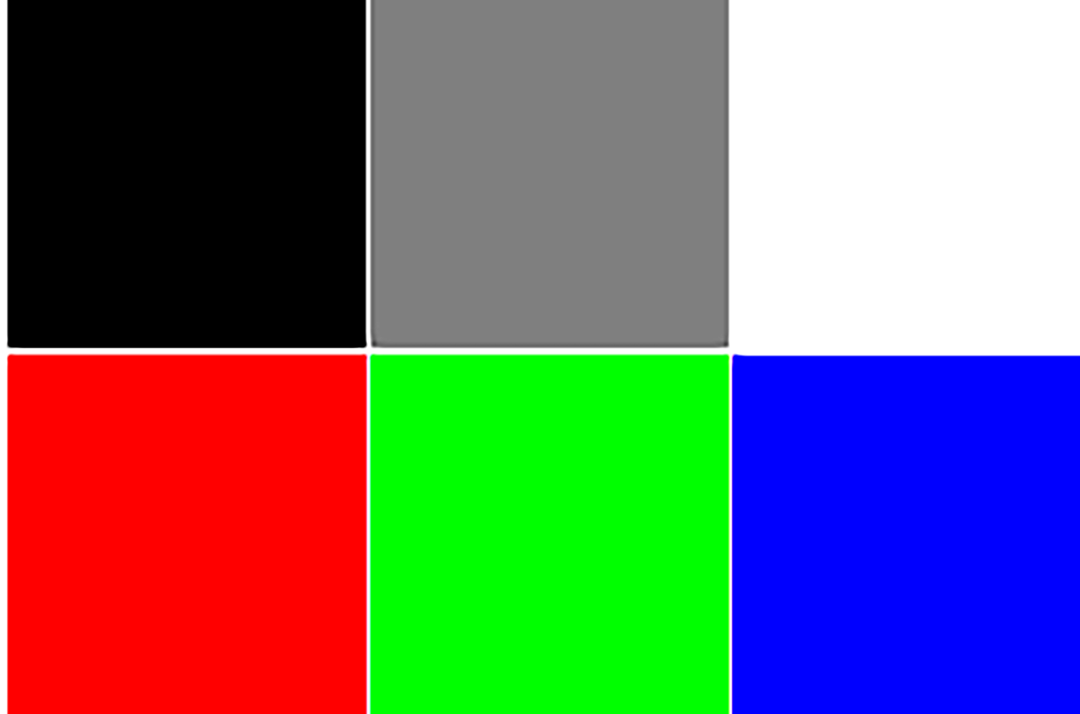
目前螢幕工具主要分兩個項目,第一個是EM6(Emission for 6 patches),這個工具很快地從螢幕收集R、G、B、White、Gray、Black 6個數據,這6個數據可以很快地知道顯示器的色域能力、相對色溫(白點)及Gamma 值。順道也比對是否落入sRGB、AdobeRGB或是P3的規格中。讓系統的人員可以很快地知道這個顯示器的能力,進而確定該怎麼設定那個螢幕的使用目的。比如說要做軟打樣,AdobeRGB是一個必須達到的規格、其次P3,如果是sRGB,就只能做到70%的準確度。這些資訊系統人員都必須掌握到才好跟他的上游有良好的溝通。
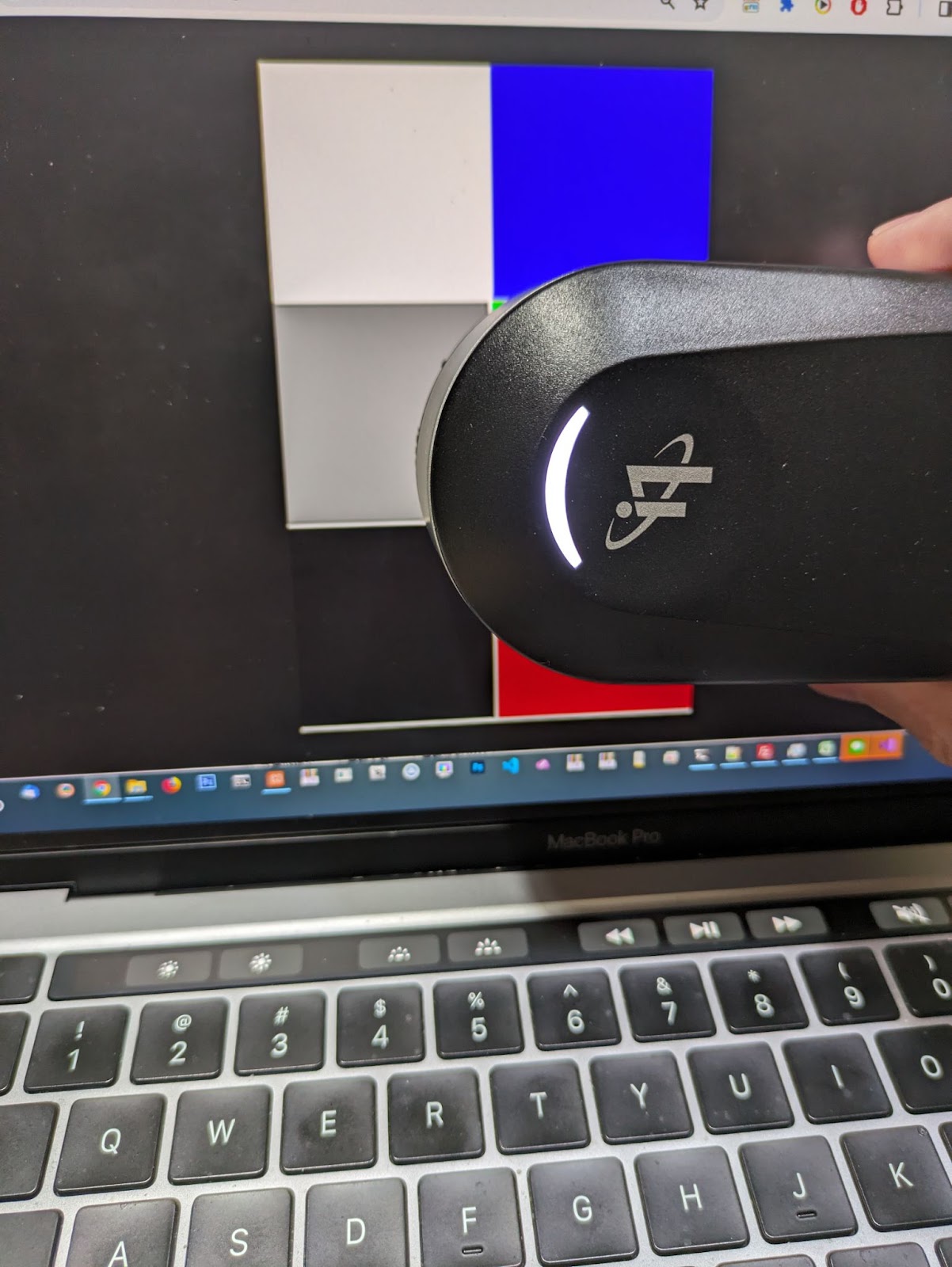
Fig. 從螢幕讀取六個基本色塊,很快的了解螢幕基本能力。
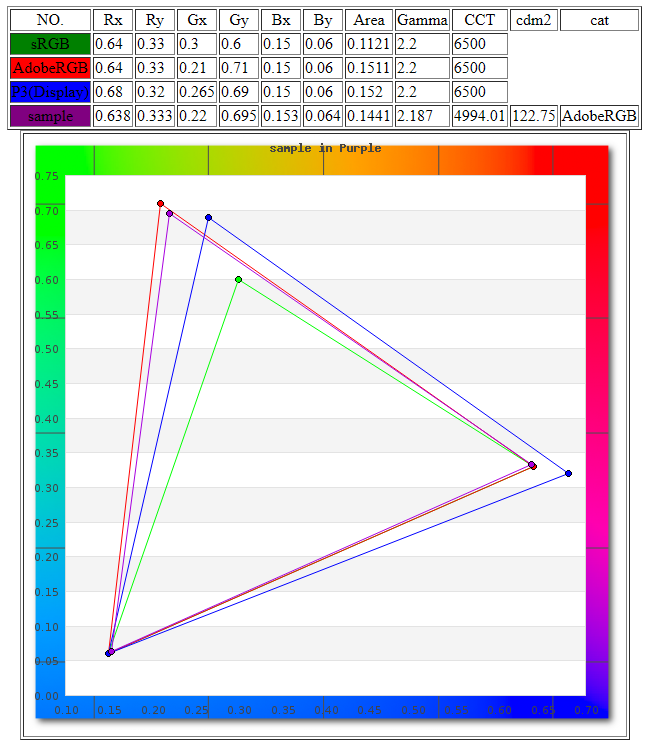
Fig. 6個基本色塊可以取得螢幕色域(面積)、Gamma、相對色溫(CCT)、亮度(cdm2,燭光米平方)。不是很細的資訊,但是可以做很快的參照。
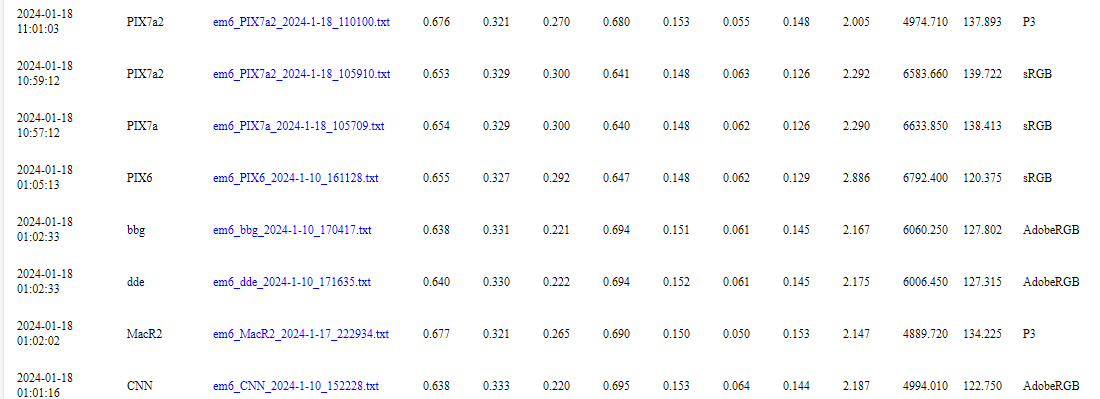
Fig. EM6 後台資訊,可以很快知道哪些螢幕具備什麼樣的能力。
第二個工具是EM16,這個工具用來檢測該螢幕的軟體打樣能力,16個色塊分別是CMYRGB滿版(100%)、CMYRGB 70%、紙白、灰50%及黑色
總共16個色塊。根據這16個數據可以很快知道該螢幕的軟打樣能力。
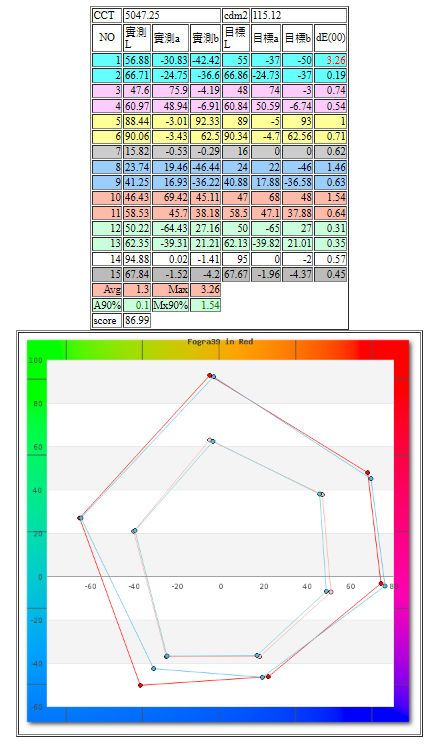
Fig. EM16,用精簡16個色塊來了解軟打樣能力。
Fig. EM16 後台資訊,依單一分數很快的掌握每個螢幕的軟打樣能力。
以上,從印刷機、數位樣、印版到螢幕,一個系統人員如果能掌握到以上數據,整個印刷系統的運作就大概都能掌握到,當有色彩問題糾紛時,這些數據攤出來,很快就能找出問題,並處理問題。
Read more: http://fredkuo.idv.tw/wordpress/#ixzz8Ugff8BAt